
Система дозированной погрузки концентрата в железнодорожные вагоны
Boss (Обсуждение | вклад) | Boss (Обсуждение | вклад) | ||
| (4 промежуточные версии не показаны) | |||
| Строка 15: | Строка 15: | ||
|- | |- | ||
| привод управления шибером|| 1 шт | | привод управления шибером|| 1 шт | ||
| - | |||
| - | |||
| - | |||
| - | |||
|- | |- | ||
| Принтер|| 1 шт | | Принтер|| 1 шт | ||
| Строка 37: | Строка 33: | ||
и вводит эти данные в ПЭВМ. | и вводит эти данные в ПЭВМ. | ||
| - | + | Вагоны состава поочередно въезжают на вагонные весы, производится их взвешивание (определение веса тары), затем производится загрузка вагона концентратом из двух бункеров предприятия. Вагонные весы производят непрерывное взвешивание вагона, и результаты взвешивания отображаются на экране ПЭВМ. Величина загружаемой порции задается индивидуально для каждого вагона. | |
| - | + | При поступлении концентрата в вагон на экране дисплея ПЭВМ отображается с нарастающим итогом вес концентрата по тележкам (левой и правой) вагона. | |
| + | Оператор погрузки в ручном режиме управляет заполнением вагона и равномерной нагрузкой концентрата на тележки вагона. На экране дисплея ПЭВМ отображаются дополнительно скорость загрузки и ориентировочное время окончательной загрузки вагона по тележкам вагона, учитывая текущий вес продукта и грузоподъемность вагона. | ||
| + | Цикл загрузки следующего вагона повторяется. | ||
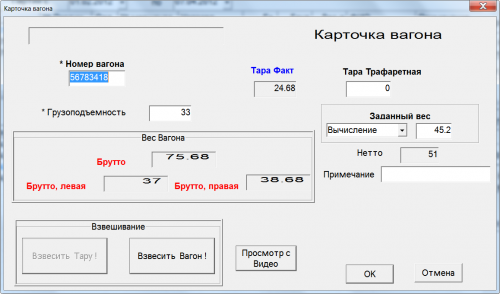
| - | + | [[Image:КАРТОЧКА ВАГОНА.png|500px|thumb|right|Вид экрана дисплея ПЭВМ ]] | |
| - | + | ||
| - | + | ||
| - | + | ||
| - | + | ||
| - | + | ||
| - | + | ||
| - | + | ||
| - | + | ||
| - | + | ||
| - | + | ||
| - | При загрузке последнего вагона данного состава, что автоматически отслеживается системой, после отсыпки последнего | + | При загрузке последнего вагона данного состава, что автоматически отслеживается системой, после отсыпки последнего вагона формируется команда "СТОП " конвейеру. Загрузка состава окончена. |
Текущая версия на 12:18, 24 февраля 2014
Цель создания системы
- обеспечение дозированной загрузки ж/д вагонов;
- обеспечение равномерной загрузки вагонов по длине.
- исключение потерь времени и трудозатрат, возникающих вследствие неудовлетворительной загрузки вагонов;
- автоматизированный учет отгрузки с выводом информации на печать и в АСУ предприятия
Состав системы
| Наименование оборудование | Количество |
|---|---|
| Весы вагонные типа ЕрМак ВВ | 1 комплект |
| ПЭВМ | 1 шт |
| привод управления шибером | 1 шт |
| Принтер | 1 шт |
Принцип действия системы
Вагонные весы производят непрерывное взвешивание концентрата, загружаемого конвейером, и результаты взвешивания отображаются на экране ПЭВМ. Величина загружаемой порции задается индивидуально для каждого вагона или остается прежней.
Оператор перед погрузкой состава получает ведомость, в которой указано:
- количество вагонов в партии (составе);
- заводской номер каждого вагона;
- тара каждого вагона;
- масса концентрата, подлежащего загрузке в каждый вагон;
и вводит эти данные в ПЭВМ.
Вагоны состава поочередно въезжают на вагонные весы, производится их взвешивание (определение веса тары), затем производится загрузка вагона концентратом из двух бункеров предприятия. Вагонные весы производят непрерывное взвешивание вагона, и результаты взвешивания отображаются на экране ПЭВМ. Величина загружаемой порции задается индивидуально для каждого вагона.
При поступлении концентрата в вагон на экране дисплея ПЭВМ отображается с нарастающим итогом вес концентрата по тележкам (левой и правой) вагона. Оператор погрузки в ручном режиме управляет заполнением вагона и равномерной нагрузкой концентрата на тележки вагона. На экране дисплея ПЭВМ отображаются дополнительно скорость загрузки и ориентировочное время окончательной загрузки вагона по тележкам вагона, учитывая текущий вес продукта и грузоподъемность вагона. Цикл загрузки следующего вагона повторяется.
При загрузке последнего вагона данного состава, что автоматически отслеживается системой, после отсыпки последнего вагона формируется команда "СТОП " конвейеру. Загрузка состава окончена.